




.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
1) Подготовка посадочных поверхностей
Снять коррозию и загрязнения со ступицы до чистого металла, удалить заусенцы. Контроль плоскостности проводится при необходимости; важно исключить «точки опоры», которые создают перекос.

В отзывах зарубежных клиентов о сервисных работах по коммерческому транспорту чаще всего повторяются одни и те же симптомы: писк, биение педали, вибрация на руле, иногда — неравномерное торможение. Парадокс в том, что после замены диска «на новый» проблема может не исчезнуть. Причина нередко не в бренде и даже не в колодках, а в том, что при установке допущены типовые ошибки — особенно в зоне центровки по установочному (позиционирующему) отверстию и при попытках «спасти» диск токарной обработкой без контроля допусков.
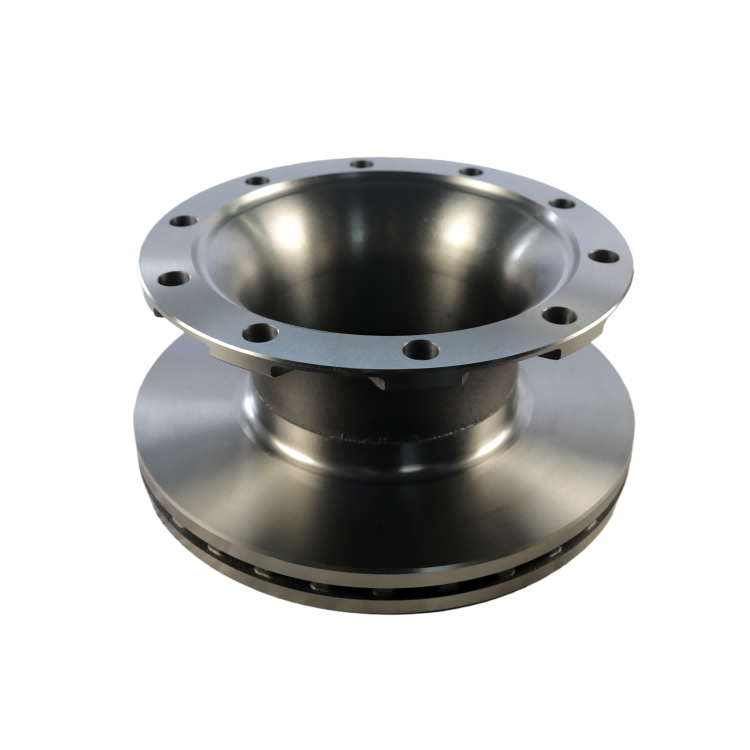
На практике диск должен садиться на ступицу так, чтобы ось вращения совпадала максимально точно. Если позиционирующее отверстие выполнено с отклонением по диаметру/соосности или на ступице присутствует коррозия, диск получает микросмещение. На скорости это проявляется как радиальное биение и «волнообразное» касание колодки.
Для ориентира: в коммерческом сегменте многие сервисы считают тревожным сигналом радиальное биение свыше 0,05–0,08 мм (точное значение зависит от модели и требований OEM). При превышении порога увеличивается риск неравномерного переноса фрикционного слоя, ускоренного износа и тепловых пятен, что в дальнейшем приводит к ощущению «поведённого» диска.
В реальных кейсах, о которых сообщали клиенты из ЕС и Ближнего Востока, повторяется одна деталь: замена диска проводилась быстро, но без тщательной подготовки ступицы и без замера биения индикатором. В результате спустя 300–800 км появлялись вибрации, а водитель начинал «подруливать» при торможении, что на загруженном грузовике превращается в прямую угрозу.
«Мы поменяли диски на тягаче перед рейсом, но уже на второй неделе педаль начала пульсировать. Потом выяснилось: ступица была с налётом, а биение никто не измерял.»
— отзыв клиента, парк магистральных перевозок
| Ошибка | Как проявляется | Реальный риск |
|---|---|---|
| Не очищена ступица (ржавчина/краска/нагар) | Биение, вибрации, «волна» на торможении | Удлинение тормозного пути и перегрев |
| Игнорируется точность центрирования по установочному отверстию | Пульсация педали, быстрый износ колодок | Неравномерное торможение на оси |
| Затяжка гаек «на глаз» без момента и последовательности | Локальная деформация, точечный перегрев | Срыв шпилек/непредсказуемая вибрация |
| Токарная проточка без контроля параллельности/толщины | Шум, «стеклянное» торможение, быстрый перегрев | Падение прочности и термостойкости |
| Отсутствует обкатка (bed-in) после замены | Пятна, вибрации через 200–500 км | Нестабильный коэффициент трения |
| Не проверено биение индикатором после монтажа | «Лотерея»: может проявиться позже | Скрытый дефект, простой транспорта |
Примечание: точные допуски и моменты затяжки следует брать из руководства OEM для конкретной оси/модели.
В сервисной практике проточка часто воспринимается как быстрый способ убрать следы перегрева или «успокоить» вибрацию. Но именно здесь скрыта одна из самых опасных ловушек: снятие лишнего металла меняет тепловую ёмкость диска и может вывести его за минимально допустимую толщину. Для тяжёлых режимов (городской цикл, горные участки, частые торможения с грузом) это повышает вероятность перегрева и появления трещин.
Кроме толщины, критична параллельность рабочих поверхностей и качество чистовой обработки. Если после проточки остаётся повышенная шероховатость или есть «конусность», колодка начинает работать не всей площадью — возрастает температура, шум и риск неравномерного износа. Поэтому проточка допустима только как контролируемая операция с измерениями и привязкой к стандартам производителя.
«После “обновления” диска на токарном станке вибрация ушла на пару дней, но затем появился свист и запах. Позже выяснили: диск стал тоньше нормы и перегревался быстрее.»
— комментарий техдиректора ремонтной базы
Снять коррозию и загрязнения со ступицы до чистого металла, удалить заусенцы. Контроль плоскостности проводится при необходимости; важно исключить «точки опоры», которые создают перекос.
Убедиться, что диск садится без усилия и перекоса. После фиксации — измерить радиальное биение индикатором. Если значение выходит за рамки рекомендаций OEM, не «лечить» это колодками: сначала устраняется причина (ступица, загрязнение, неправильная посадка).
Затягивать по схеме «крест-накрест» с динамометрическим ключом, в несколько подходов. Несоблюдение последовательности часто даёт перекос диска и последующую вибрацию.
После замены выполнить штатную обкатку (серия плавных торможений с интервалами охлаждения — по рекомендациям производителя колодок/диска). В автопарках практикуют контроль через 500–1000 км: шум, вибрация, следы перегрева, равномерность износа.
Зарубежные менеджеры по обслуживанию парка обычно считают лучшими те решения, которые дают повторяемый результат: поставил — измерил — поехал без сюрпризов. Именно поэтому всё чаще в спецификациях закупки фигурируют требования к стабильности геометрии и обработке. В производстве это упирается в материал и точность механической обработки: стабильная структура чугуна/сплава, контролируемая термообработка, чистовая обработка рабочих плоскостей и посадочных зон.
В качестве практичного ориентира многие закупщики просят подтверждение качества по цепочке: от сырья до финишного контроля. Например, подход, когда используются материалы, соответствующие IATF TS16949, и применяется прецизионная токарная обработка, помогает снижать вероятность монтажных проблем: диск «садится» корректно, а геометрия держится стабильнее в серийных партиях. Формулировка, которую сервисы воспринимают особенно хорошо: «мы применяем материалы с IATF TS16949 и точную токарную обработку, чтобы с самого начала исключать скрытые монтажные риски».
С каким симптомом после замены тормозных дисков вы сталкивались чаще всего: вибрация, скрип, перегрев или неравномерный износ? И что оказалось причиной — ступица, затяжка, проточка или обкатка? Напишите в комментариях: один точный кейс часто экономит другим автопаркам недели простоя.
Нужны коммерческие тормозные диски с стабильной геометрией, контролируемой обработкой и документируемым качеством под ваш парк или дистрибуцию? Оставьте запрос — команда подготовит подбор по модели/оси и техническим требованиям.
Запросить спецификацию на коммерческие тормозные диски 175
|
175
|
 Антикоррозионные тормозные диски
Износостойкость тормозных дисков
Тормозные диски с высокой совместимостью
Обновление тормозной системы коммерческих автомобилей
Технология антикоррозионной защиты тормозных дисков
417
|
Ошибки при установке тормозных дисков
Точность позиционных отверстий
Токарная обработка
Тормозные диски коммерческих автомобилей
Безопасность тормозной системы
228
|
刹车盘适配性
高精度定位孔
欧洲E - mark认证
OEM刹车盘定制
制动系统接口兼容设计
265
|
IATF TS16949 сертификация
производство тормозных ступиц
управление качеством в автопроме
контроль качества поставщиков
стандарты тормозных систем
133
|
международная сертификация тормозных комплектов
VCA COP аудит
E-MARK сертификат
безопасность автомобильной тормозной системы
стандарты автокомпонентов
Антикоррозионные тормозные диски
Износостойкость тормозных дисков
Тормозные диски с высокой совместимостью
Обновление тормозной системы коммерческих автомобилей
Технология антикоррозионной защиты тормозных дисков
417
|
Ошибки при установке тормозных дисков
Точность позиционных отверстий
Токарная обработка
Тормозные диски коммерческих автомобилей
Безопасность тормозной системы
228
|
刹车盘适配性
高精度定位孔
欧洲E - mark认证
OEM刹车盘定制
制动系统接口兼容设计
265
|
IATF TS16949 сертификация
производство тормозных ступиц
управление качеством в автопроме
контроль качества поставщиков
стандарты тормозных систем
133
|
международная сертификация тормозных комплектов
VCA COP аудит
E-MARK сертификат
безопасность автомобильной тормозной системы
стандарты автокомпонентов





















